


双回路并联盘管加工同步卷制成型控制方案
阅读:1发表时间:2026-07-16
双回路并联盘管加工同步卷制成型控制方案
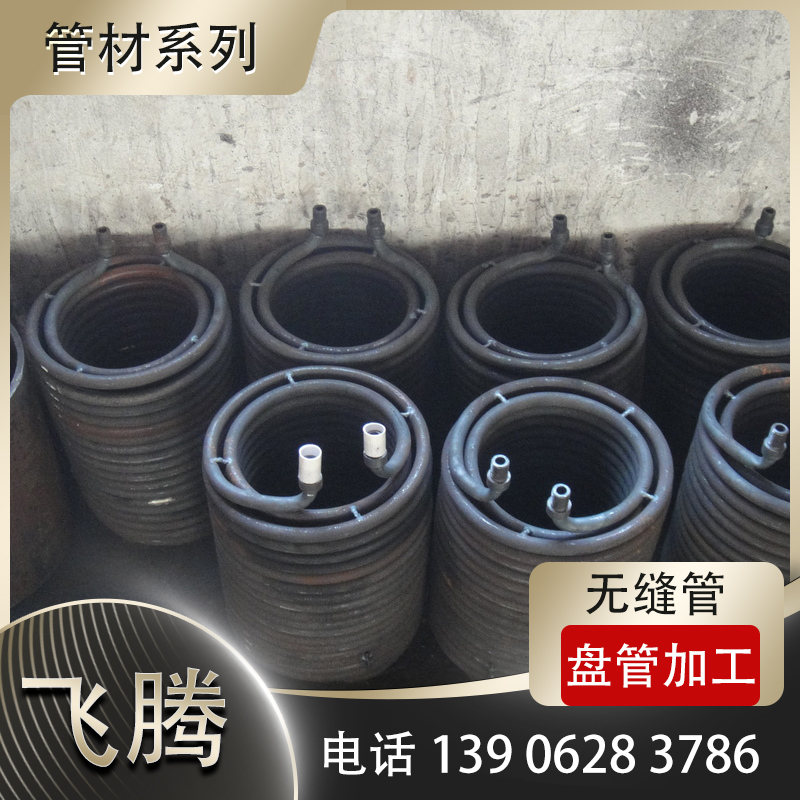
双回路并联盘管是精密换热、温控机组的核心结构,由两组规格一致的盘管并列排布、同步成型,具备换热面积大、介质分流均匀、温控精度高等优势。相较于单路盘管加工,双回路并联卷制对成型同步性要求极高,生产中易出现两路盘管弧度偏差、层距不均、长短不一、平面错位等问题。成型不同步会导致管路分流失衡、装配干涉、换热效率下降,严重时造成设备运行震动、局部应力过载。因此,建立标准化同步卷制成型控制方案,是保障双回路并联盘管加工精度与设备运行稳定性的关键。
双回路盘管成型不同步核心痛点。两路盘管管材存在微小材质差异,塑性回弹、延展性能略有偏差,统一加工参数下易产生成型误差。传统加工多采用单管依次卷制模式,前后批次设备压力、速度、限位间隙存在细微波动,造成两路盘管累积偏差超标。同时缺乏专用并联限位工装,卷制过程中双管易出现相对偏移、受力不均,导致弧度、层间距、平面度无法统一,最终出现并联适配精度不足、装配难度大等批量质量问题。
双管同步对位前置预处理。为从源头消除成型偏差,加工前需开展双管配对筛选预处理。选取同批次、同规格、同材质管材,校验管径、壁厚、圆度一致性,剔除材质、尺寸偏差管材。将两根管材平行对齐、精准固定,保证初始装夹基准统一、松紧一致,消除初始对位误差。同时清理管材表面杂质与油污,避免局部摩擦不均引发的形变差异,为同步卷制奠定精准基础。
同步卷制工装优化改造。针对双回路并联成型特点,定制专用双工位同步限位工装。采用对称双槽一体式压轮与限位结构,保证两根管材受力点位、贴合间隙完全一致,实现同步受压、同步形变。加装平行度限位挡板,约束双管侧向窜动,杜绝卷制过程中单管偏移、错位问题。工装接触面采用平整抛光结构,保证双管摩擦阻力均匀统一,彻底解决传统工装受力不对称导致的成型不同步缺陷。
一体化同步成型参数管控。摒弃单管独立加工模式,采用双管并行一体化同步卷制工艺。全程锁定匀速低速进给、稳压成型参数,保持卷制速度、折弯压力、回弹补偿量恒定不变,避免参数波动产生成型差。基于双管塑性特性统一匹配补偿参数,平衡管材微小回弹差异,确保两路盘管每层卷制弧度、弧长、层间距高度统一,实现同步塑性成型。加工过程杜绝中途停机、二次校正,防止形变节奏紊乱。
分层校验与闭环工艺固化。采用“分层卷制、分层检测”的质控模式,每完成一层卷制,即时校验两路盘管平行度、弧度一致性、层间间距,发现微小偏差及时微调工装间隙,避免误差累积。成型后整体校验双回路盘管平面度、总长、弧度统一性,确保无错位、无偏差、无变形。同时固化同步工装参数、卷制流程与校验标准,形成批量生产工艺规范,保障批次产品精度稳定。
综上,双回路并联盘管同步卷制控制核心是基准统一、工装对称、参数同步、分层校验。该方案有效解决双管成型错位、弧度不均、适配性差等行业痛点,保证两路盘管成型高度一致、结构规整,大幅提升装配精度与换热均匀性,满足精密温控设备、换热机组的高标准加工与运行要求。
- 2026-07-16复合衬里盘管加工内衬层剥离成型防治技巧
- 2026-07-16盘管加工水压气密性检测前置工艺管控规范
- 2026-07-16埋地换热盘管加工抗挤压成型结构设计要点
- 2026-07-16盘管加工起头收尾段圈径大小不一调试方法
- 2026-07-16异形偏心螺旋盘管加工多道次变形分配工艺
- 2026-07-16彩涂盘管加工漆面磨损全套防护加工方案
- 2026-07-16真空设备洁净盘管加工无划痕成型保护措施
- 2026-07-16双回路并联盘管加工同步卷制成型控制方案
- 2026-07-16窄径超薄盘管加工卷制限位防褶皱工装改良
- 2026-07-16反向回卷盘管加工消除盘管侧弯扭曲变形办法